In today world, there is no one entity that is able to transform raw materials from natural resources completely too finished goods for the mass consumer market or end users. The transformation of raw material to semi-finished goods and finally finished goods took place in several manufacturing facilities which form a supply chain. Material supply chain links upstream raw material suppliers to downstream consumer market through multitier supplier.
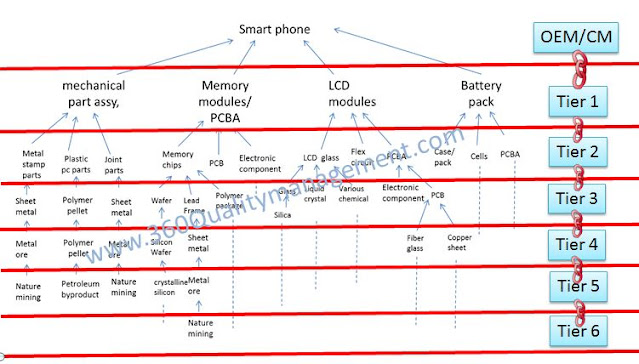
For example, smartphone manufacturer will
assemble parts from memory card modules, PCBA, battery pack, mechanical part
assembly, frame which are procure from various tier one suppliers. Tier one suppliers in turn will either have capability
to assemble lower level semi-finished goods to a module assembly or fabricate
parts from semi processed raw materials.
An example would a battery module manufacturer will procure battery
cells from supplier and assembled into battery module or they would also have
tier 2 capability to produce their own battery cells.
Most of the worlds manufacturing hubs are
concentrated in Asia mainly China and
majority of the consumer are outside of Asia such as US. This means we will have a long chain from
manufacturing of the parts to the consumer.
According to a Bloomberg article by Anjani Trivedi
the world is marred by disruption in supply
which impact the global market.
This is cause by lack of trust along supply chain and the consumer will
feel the pain of price increase with limited supply. This happen due to the lack of trust. Therefore the next question would be how to
cultivate trust a long the supply chain.
Most of the company who are suffering from lacking of supplier trust are
due no or poor supplier quality management program.
A good supplier quality management program must
in place to gain trust and resulted in
- Supplier is able to deliver consistent good quality part
- On time delivery
- At best price for both parties
1.The criteria for a good supplier quality management are
- Systematic approach in Essential areas such as supplier qualification, product qualification etc
- Well supplier quality management professional to execute the program
To learn about systematic approach in supplier
quality management do refer to this link
or click on the photo below







